


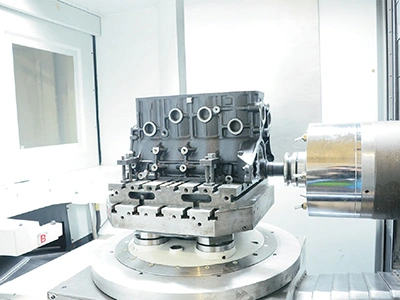
5-осевой обрабатывающий центр с наклонной головкой на 45°
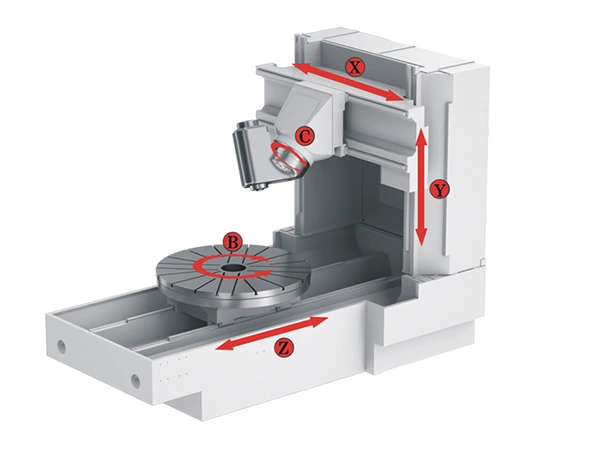
5-осевые обрабатывающие центры с наклонной головкой (45°) оборудованы по Т-образной схеме: стойка перемещается по оси X, шпиндельная бабка движется вертикально по оси Y, а стол перемещается вдоль оси Z. Размеры столов варьируются от 650 до 1200 мм. Также конфигурация обрабатывающего центра с вертикальным столом для вертикальной ориентации заготовки.
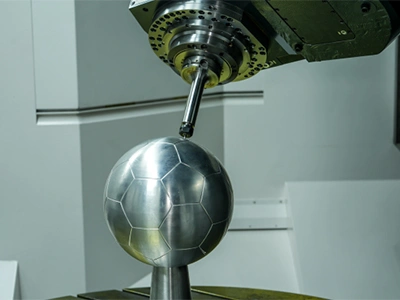
Шпиндельная головка данной модели центра способна наклоняться под углом 45°, позволяя выполнять вертикальную и горизонтальную обработку за одну установку. Непрерывное вращение заготовки поддерживается с помощью высокоточного червячного поворотного стола. Для задач, требующих увеличенной скорости отклика и нулевого механического люфта, можно выбрать поворотный стол с прямым приводом от моментного двигателя. Помимо предложенных вариантов также доступен комбинированный фрезерно-токарный стол с прямым приводом для заготовок, требующих выполнения обеих операций.
 THM63160V
THM63160V
 THMD63100V
THMD63100V
Пятиосевые обрабатывающие центры данных моделей управляют движением шпиндельной головки по осям X, Y, Z, B и C, поддерживая полную 5-осевую одновременную обработку. Частоты вращения шпинделя могут быть настроены на 7000, 10000, 12000 или 18000 об/мин в зависимости от технологических требований. Такая конфигурация поддерживает обработку сложных компонентов, используемых в аэрокосмической, автомобильной промышленности, судовых силовых установках, энергетическом оборудовании и при производстве пресс-форм.
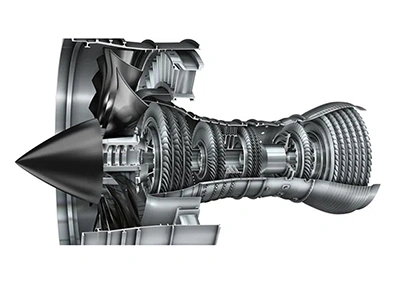 Аэрокосмическая промышленность
Аэрокосмическая промышленность
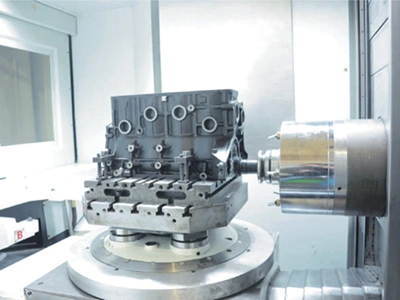 Автомобильная промышленность
Автомобильная промышленность
 Судостроительная промышленность
Судостроительная промышленность
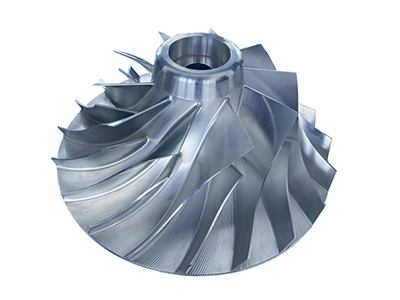
- Отрасль применения: аэрокосмическая промышленность
- Материал: алюминиевый сплав
- Размер: Ø274×109 мм
- Время цикла обработки: 706 минут
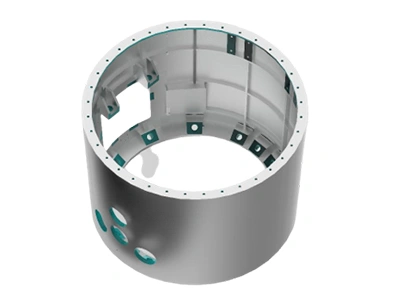
- Отрасль применения: аэрокосмическая промышленность
- Материал: алюминиевый сплав
- Размер: Ø740×510 мм





| Модель | | | | |
| Размер рабочего стола, мм | Ø800 /800×800 | Ø1000 /1000×1000 | Ø1250 /1250×1250 | Ø1600/Ø1800/Ø2000 |
| Макс. нагрузка на стол, кг | 2000 | 2000 | 2000 | 2000 |
| Ход по оси X, мм | 1200/1400 | 1600 | 1600 | 2100 |
| Ход по оси Y, мм | 1000/1200/1400 | 1000/1200/1400 | 1000/1200/1400 | 1250/1600 |
| Ход по оси Z, мм | 1100/1400 | 1600 | 1600 | 2100 |
| Диапазон вращения по оси B, ° | n×360 | n×360 | n×360 | n×360 |
| Диапазон вращения по оси C, ° | От -15 до +195 | От -15 до +195 | От -15 до +195 | От -70 до +180 |
| Частота вращения шпинделя, об/мин | 20–15000 | 20–15000 | 20–15000 | 20–10000 |
| Точность позиционирования по осям X/Y/Z, мм | 0.008 | 0.008 | 0.008 | 0.008 |
| Повторяемость по осям X/Y/Z, мм | 0.004 | 0.004 | 0.004 | 0.004 |
| Точность позиционирования по оси B, угл. сек. (″) | 8 | 8 | 8 | 8 |
| Повторяемость позиционирования по оси B, угл. сек. (″) | 4 | 4 | 4 | 4 |
| Точность позиционирования по оси C, угл. сек. (″) | 10 | 10 | 10 | 10 |
| Повторяемость позиционирования по оси C, угл. сек. (″) | 5 | 5 | 5 | 5 |
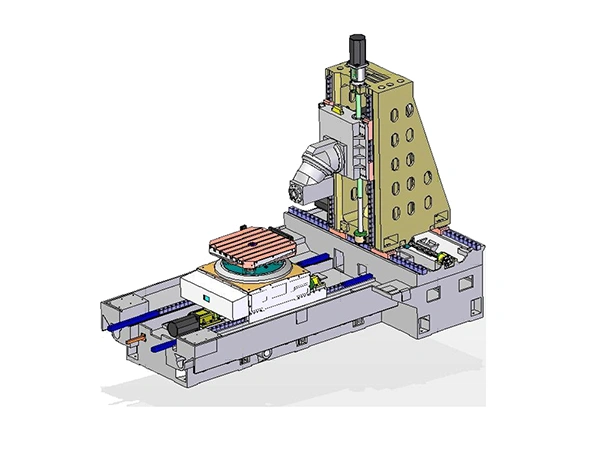
Шпиндельный узел данного 5-осевого обрабатывающего центра использует головку с возможностью наклона под углом 45°, самостоятельно переключающуюся между вертикальной и горизонтальной обработкой. При этом шпиндель установлен на вращающейся оси C для обработки изделий под наклоном. Встроенный двигатель передает приводную мощность непосредственно на шпиндель, что позволяет ему оставаться стабильным на протяжении всего процесса обработки. Помимо указанных функций, можно также отслеживать температуру подшипников шпинделя для снижения частоты отклонений точности обработки.
Оси X, Y и Z используют сервоприводные линейные направляющие в паре с шарико-винтовыми передачами. Они могут легко перемещаться на высокой скорости, до 40 м/мин, сохраняя при этом стабильность позиционирования. Линейные направляющие используют централизованную систему смазки, которая снижает трение и уменьшает их износ, что помогает станку сохранять точность обработки в течение длительного периода эксплуатации.