
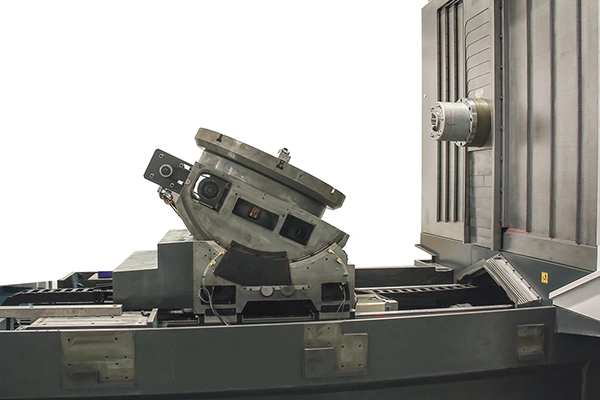
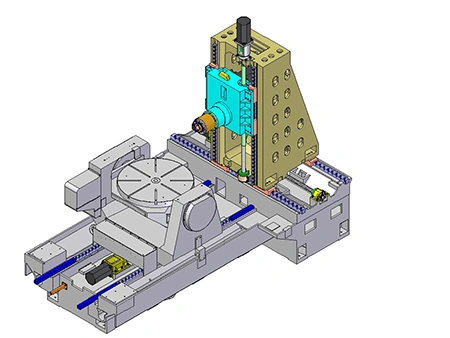
5-осевой обрабатывающий центр с люльковым поворотным столом
Пятиосевые обрабатывающие центры люлькового типа имеют цельнолитую Т-образную станину для поддержки поворотно-наклонного стола размером от 650 до 1200 мм. Оси A и B приводятся в движение червячным механизмом с высоким крутящим моментом для низкоскоростной и тяжелонагруженной обработки. Для задач, требующих быстрого перемещения осей A и B, мы можем оснастить их приводами на моментных двигателях. Использование моментных двигателей дает существенный прирост времени отклика, устраняет и предотвращает износ механической передачи, что помогает сохранять точность обработки.


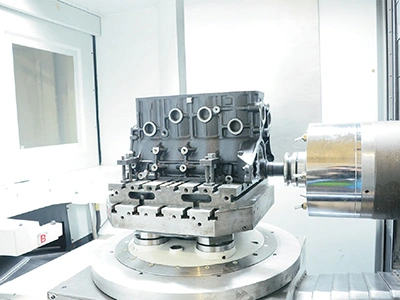
Наличие пяти осей X, Y, Z, A и B позволяет пользователям выполнять полную многоосевую обработку изделий за одну установку. Шпиндель может быть настроен для низкоскоростной обработки с высоким крутящим моментом или использоваться в сочетании с высокоскоростным мотором (8000 или 12000 об/мин) в зависимости от материала и типа заготовки. Столь широкий диапазон делает наш 5-осевой обрабатывающий центр подходящим для обработки аэрокосмических компонентов, автомобильных деталей, морского оборудования, энергетических установок и различных пресс-форм сложной конструкции.
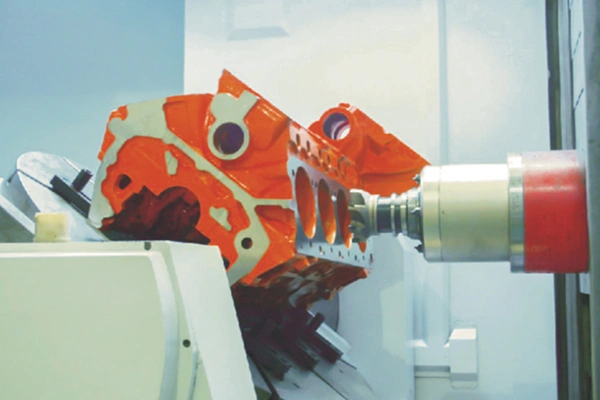
 Аэрокосмическая промышленность
Аэрокосмическая промышленность
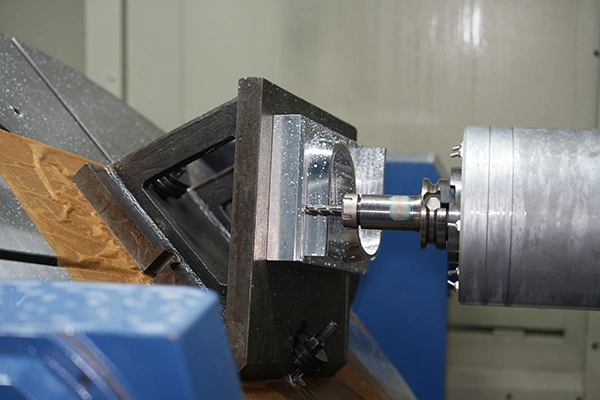
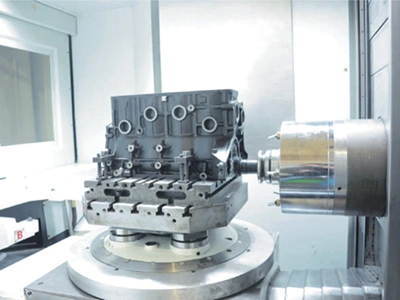 Автомобильная промышленность
Автомобильная промышленность
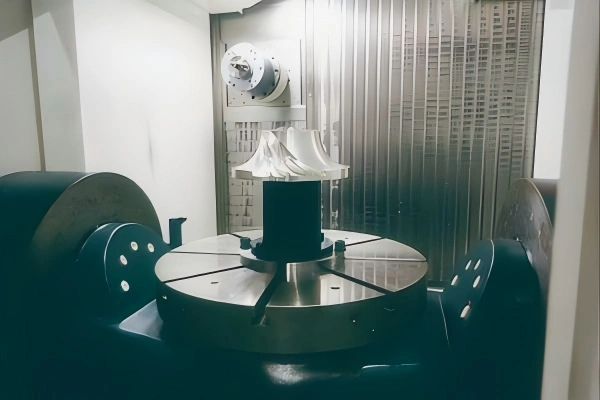
 Судостроительная промышленность
Судостроительная промышленность
- Отрасль применения: аэрокосмическая промышленность
- Материал: алюминиевый сплав
- Размер: Ø274×109 мм
- Время цикла обработки: 706 минут
- Отрасль применения: аэрокосмическая промышленность
- Материал: алюминиевый сплав
- Размер: Ø740×510 мм





| Модель | | | | | | |
| Размер рабочего стола, мм | Ø500 | Ø630 | Ø800 | Ø1000 | Ø1200 | |
| Макс. нагрузка на стол, кг | (Наклон от 100° до45°) | 300 | 300 | 700 | 800 | 800 |
| (Наклон от 45° до 10°) | 500 | 500 | 800 | 1000 | 1000 | |
| Ход по оси X, мм | 900 | 1000 | 1300 | 1300 | 1300 | |
| Ход по оси Y, мм | 700 | 800 | 1000/1200 | 1000/1200 | 1200 | |
| Ход по оси Z, мм | 900 | 900 | 1100 | 1100 | 1100 | |
| Диапазон вращения по оси A, ° | От -100 до +10 | От -100 до +10 | От -100 до +10 | От -100 до +10 | От -100 до +10 | |
| Диапазон вращения по оси B, ° | n×360 | n×360 | n×360 | n×360 | n×360 | |
| Частота вращения шпинделя, об/мин | 20–6000 | 20–6000 | 20–5000 | 20–5000 | 20–5000 | |
| Точность позиционирования по осям X/Y/Z, мм | 0.008 | 0.008 | 0.008 | 0.008 | 0.008 | |
| Повторяемость по осям X/Y/Z, мм | 0.004 | 0.004 | 0.004 | 0.004 | 0.004 | |
| Точность позиционирования по оси A, угл. сек. (″) | 15 | 15 | 15 | 15 | 15 | |
| Повторяемость позиционирования по оси A, угл. сек. (″) | 7 | 7 | 7 | 7 | 7 | |
| Точность позиционирования по оси B, угл. сек. (″) | 8 | 8 | 8 | 8 | 8 | |
| Повторяемость позиционирования по оси B, угл. сек. (″) | 4 | 4 | 4 | 4 | 4 | |
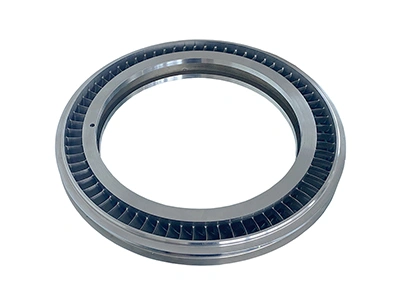
5-осевой обрабатывающий центр данной модели использует наклонно-поворотный стол, поддерживающий движение по осям A и B. Ось A использует перекрестный роликовый подшипник с мощным удерживающим механизмом, позволяя обрабатывать тяжелые заготовки и сохранять стабильность во время длительных циклов обработки.
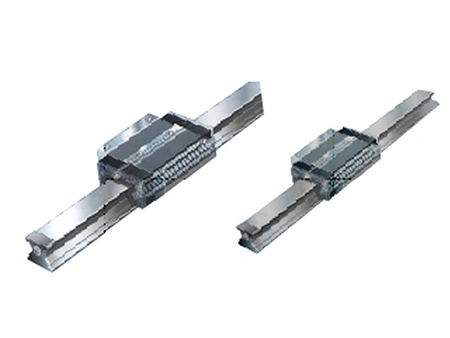
Линейные направляющие данного пятиосевого фрезерного центра поддерживают быстрое перемещение (скорость до 45 м/мин), сохраняя при этом плавность и стабильность позиционирования даже на низких оборотах. Централизованная система смазки минимизирует износ направляющих и помогает сохранять их точность.
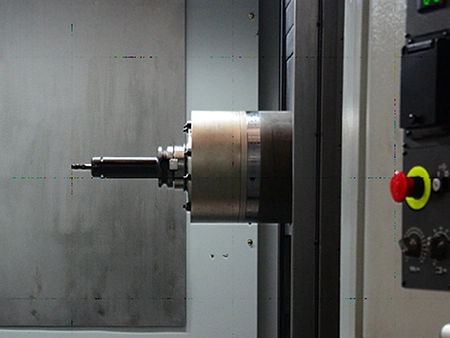
Шпиндель данного станка поддерживается высокоточными радиально-упорными подшипниками спереди и сзади, что сохраняет стабильность его вращения даже во время тяжелых операций. Подшипники используют консистентную смазку и не требуют частого планового обслуживания. Сам шпиндель охлаждается внешней циркуляционной системой, которая отводит тепло по мере его образования. Такая система охлаждения позволяет шпинделю работать плавнее и сохранять высокую точность обработки даже во время продолжительных операций.