Горизонтальные обрабатывающие центры

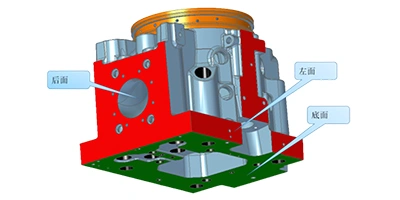
Горизонтальные обрабатывающие центры со столами размером 500–1250 мм используют цельнолитую Т-образную жесткую станину, необходимую для тяжелых операций по обработке. Такая станина равномерно распределяет прикладываемое усилие резки, уменьшая деформации материала заготовки при интенсивной обработке.
5-осевые обрабатывающие центры

Пятиосевые обрабатывающие центры люлькового типа имеют цельнолитую Т-образную станину для поддержки поворотно-наклонного стола размером от 650 до 1200 мм.

5-осевые обрабатывающие центры с наклонной головкой (45°) оборудованы по Т-образной схеме: стойка перемещается по оси X, шпиндельная бабка движется вертикально по оси Y, а стол перемещается вдоль оси Z.

5-осевые обрабатывающие центры с вилочной фрезерной головкой имеют Т-образную структуру: стойка перемещается по оси X, шпиндельная бабка движется вертикально по оси Y, а стол перемещается вдоль оси Z.

Пятиосевые обрабатывающие центры с двумя шпинделями и двумя поворотными столами предназначены для высокоточной обработки различных изделий. Линейные двигатели и система ЧПУ с полностью замкнутым контуром помогают поддерживать стабильность позиционирования даже на высоких скоростях.