Решения для автоматизации производства
Компактные токарные автоматы с линейным суппортом используют конструкцию с плоской станиной и могут дополнительно оснащаться автоматическими загрузочными устройствами для непрерывной, безоператорной обработки. Благодаря столь гибкому расширению наши станки могут легко улучшаться до многофункциональных токарных платформ.
Подходящие детали: штифтовые компоненты с отношением длины к диаметру (L/D) ≥3
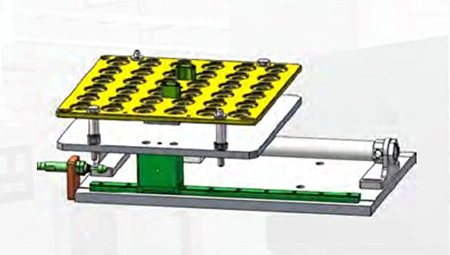
Одноосевой или двухосевой подвижный стол размещается непосредственно за шпинделем. Заготовки размещаются в отверстиях матричного поддона, устанавливаемом на стол. Загрузочное устройство передает каждую заготовку в патрон шпинделя. После обработки готовая деталь возвращается в поддон. Весь поддон затем может быть удален и заменен как единое целое.
Подходящие детали: компоненты, требующие вторичного зажима
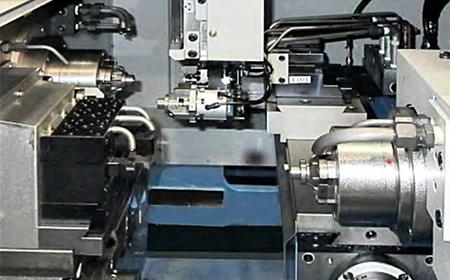
Компоновка с двумя шпинделями использует конструкцию с одним или двумя суппортами для выполнения автоматической передачи детали внутри станка. Такая настройка обеспечивает высокоточную обработку, исключая ручное перепозиционирование и гарантируя стабильную точность.

Подходящие детали: компоненты без строгих требований к внешнему виду поверхности (возможен контакт и трение между заготовками и лотком)
Вибрационный загрузочный блок (вибробункер и линейный питатель) обычно размещается за станком. Заготовки ориентируются и подаются поочередно, затем направляются через лоток или трубку к токарному автомату с ЧПУ с линейным суппортом. Разделительный механизм изолирует каждую заготовку, и загрузочное устройство (толкающее, подъемное или зажимное) передает заготовку в патрон шпинделя. Конвейерная лента, как правило, располагается перед станком. После обработки разгрузочное устройство (зажимного или выталкивающего типа) помещает готовые детали на ленту для передачи во внешнюю зону хранения.

Подходящие детали: компоненты с временем чистовой обработки ≥ 12 секунд
Используется двух- или трехосевой портальный робот с двойными захватами для автоматической загрузки и разгрузки. Портал может быть установлен непосредственно на общей базовой плите или как отдельная напольная конструкция. Система включает двухуровневое ограждение с автоматической верхней дверцей. Варианты подачи заготовок включают конвейерные линии с шаговой подачей, одно- или двухосевые матричные поддоны, многоярусные лифтовые системы с матричными поддонами и вращающиеся подъемные системы с поддонами.

Подходящие детали: компоненты, требующие соотношения цикла 1 к 2 или 1 к 3
Один робот обычно обслуживает два или три станка. Для конфигурации с двумя станками робот позиционируется по центру, а станки располагаются друг напротив друга или под прямым углом. Для трех станков они располагаются треугольником вокруг робота. Варианты подачи материала включают конвейерные линии с шаговой подачей, матричные поддоны, многоярусные лифтовые системы с матричными поддонами и вращающиеся лифтовые системы с поддонами.
 Автоматизированная производственная линия для поршней автомобильного компрессора кондиционера
Автоматизированная производственная линия для поршней автомобильного компрессора кондиционера
 Робот работает совместно с токарными станками с ЧПУ, предлагая пользователям автоматическую передачу деталей, верхнюю портальную транспортировку и интеграцию с зубофрезерными станками, формируя таким образом комплексное решение для обработки валов и шестерен
Робот работает совместно с токарными станками с ЧПУ, предлагая пользователям автоматическую передачу деталей, верхнюю портальную транспортировку и интеграцию с зубофрезерными станками, формируя таким образом комплексное решение для обработки валов и шестерен